How to update controller firmware with CNC USB
How to update controller firmware with PlanetCNC TNG
How to get and activate license
Essential
How to connect and configure controller and software
How to connect motor drivers
How set 'steps per unit' (SPU)
How set speed and acceleration
How set jogging
Basic
How to connect and set limit switches
How to configure homing procedure
How to configure motor soft limits
How to configure and use moveable sensor
How to configure and use fixed tool sensor
How to configure basic tool change procedure
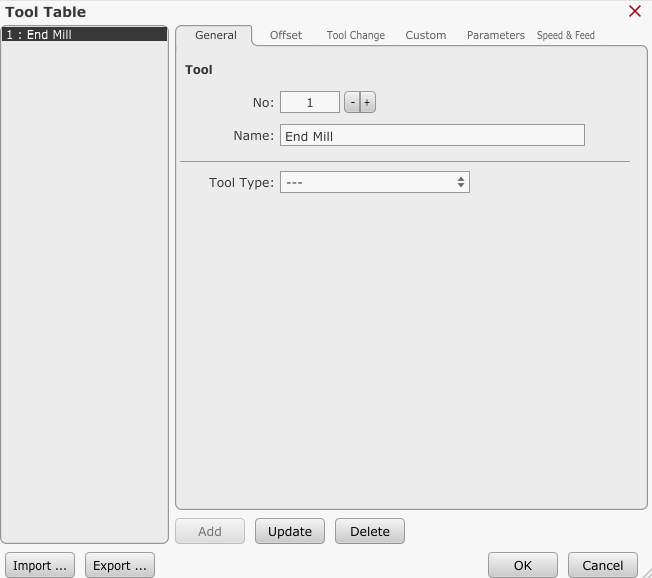
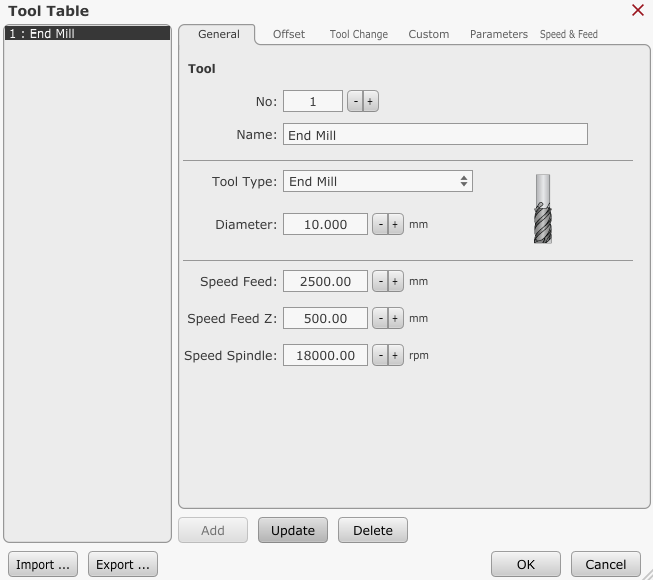
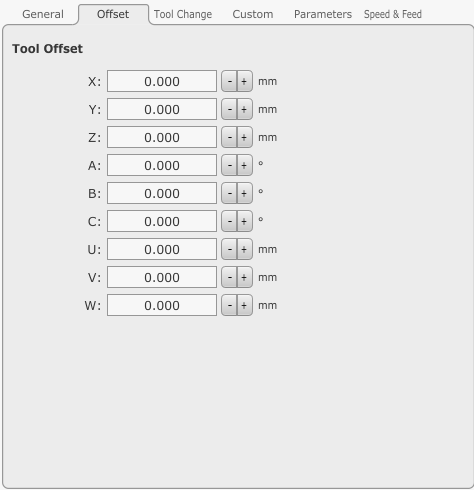
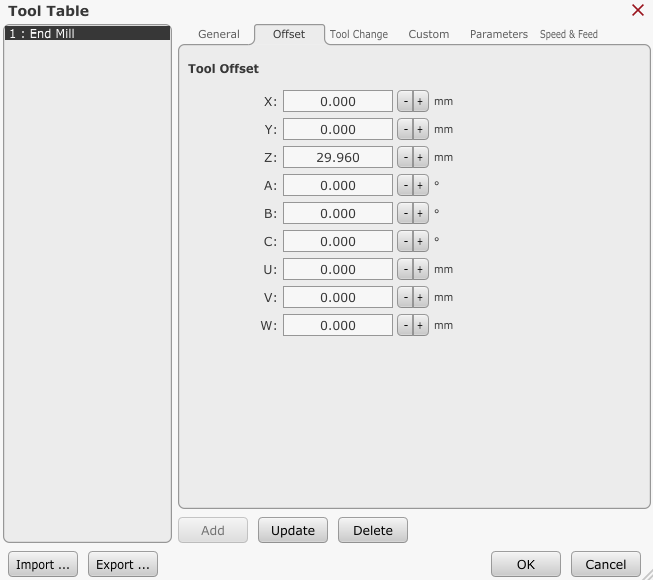
How to configure and use tool table
How to configure gantry square procedure
Easy
How to use different machine profiles
How to customize state panel
How to customize toolbar buttons
How to customize wireless handwheel
How to edit built-in script files
How to install and configure Python
How to configure OpenCV as external camera
How to configure laser machine
How to configure automatic tool change (ATC)
How to configure and use tool table pockets
Advanced
Use 3D object visualization in TNG software
Expert
Use Expressions to command semaphore lights
Use Expressions and MODBUS to command relay boards
Use Expressions and MODBUS to command VFD